



新闻媒体
东莞市求精轴承有限公司(总部)
电 话:0769-22786416
0769- 23668162
传真:0769-22786419
手机:13669867858
邮箱:xgzhch@163.com
公司地址:广东省东莞市万江区牌楼基工业区 岳潭坊东一横巷5号
电 话:0769-22786416
0769- 23668162
传真:0769-22786419
手机:13669867858
邮箱:xgzhch@163.com
公司地址:广东省东莞市万江区牌楼基工业区 岳潭坊东一横巷5号
宁波市多辉轴承有限公司(分公司)
电 话:0574-86556187
电话:13713067019
传真:0769-22786419
网址:www.qjbearings.com
地址:浙江省宁波市镇海区贵驷街道贵安路24号
电 话:0574-86556187
电话:13713067019
传真:0769-22786419
网址:www.qjbearings.com
地址:浙江省宁波市镇海区贵驷街道贵安路24号
 新闻媒体>>轴承知识
新闻媒体>>轴承知识
篦冷机、破碎机窜轴的原因浅析
2019-01-28 新型干法生产线的篦式冷却机基本上都配套锤式破碎机,由于设备设计、安装、维修、维护及工艺等方面的因素,破碎机故障较多,如轴承高温、振动大、轴承跑内圈、窜轴、轴磨损及轴承烧损等,对正常生产有较大影响。笔者所在公司的1000t/d熟料生产线的篦冷机破碎机就出现过不少问题,尤其是窜轴现象多次出现,且一窜轴就会出现电机电流高跳停现象。笔者在处理中积累了一些经验,在此,对窜轴原因及处理方法进行介绍,供同行参考。
1 轴承未紧固好
带负荷试车时,非传动端轴承就发热,温度高达90℃,而另一端只有50℃,拆轴承盖时,当把轴承座的螺栓松掉时,轴承盖自动弹开,开始怀疑轴承外圈与轴承座孔配合较紧,热态时,轴不能热伸长,当把轴承座两接合面加0.20mm垫片后,运行后轴承仍然高温,且电机电流高,Z后跳停,经检查,轴向非传动端窜动较大,锤盘已与机壳相擦,导致电机电流过高跳停。后分析认为,新安装破碎机试负荷时就出现发热及窜轴,说明安装时轴承与紧定套之间未紧固好。破碎机轴承为带紧定套的调心滚子轴承(22338K+H2338),轴承内孔锥度和紧定套外圈锥度为1:12,系锥度配合,其紧固主要是靠紧定套的拧紧。锁紧时,锁紧螺母挤压轴承,从而使轴承与紧定套之间发生相对运动,使轴承内圈与紧定套外圈紧密配合,同时,也使紧定套内圈与轴颈紧密配合,达到锁紧目的。
一般来说,位移越大,紧定效果越好,但调整过紧,内圈应力大,温度升高,有可能在反复冲击振动下,轴承内圈胀裂;同时,位移越大,在挤压力作用下,轴承间隙也会变小,也会出现异常温升,导致滚道烧伤。但配合松的话,轴承与紧定套,或紧定套与轴之间都可能出现相对滑动,也会发热,同时,当皮带轮不对正或锤头打击物料时出现轴向力时,就会出现轴的窜动,造成锤盘与机壳相擦,Z后造成电机电流高跳停。通常,为达到锁紧目的,先要用塞尺测量轴承的原始游隙(轴承原始游隙为0.16~0.22mm),紧定时再测量轴承的装配游隙,以间隙减小约0.02~0.04mm为宜。后经重新定位并锁紧后,运行正常,温度在50~65℃。因为工艺因素,窑出红料时,破碎机轴承都会有不同程度的升温现象,对此,我们对轴承座用压缩空气进行冷却,基本保证轴承能在80℃跳停温度以下工作。
一般来说,位移越大,紧定效果越好,但调整过紧,内圈应力大,温度升高,有可能在反复冲击振动下,轴承内圈胀裂;同时,位移越大,在挤压力作用下,轴承间隙也会变小,也会出现异常温升,导致滚道烧伤。但配合松的话,轴承与紧定套,或紧定套与轴之间都可能出现相对滑动,也会发热,同时,当皮带轮不对正或锤头打击物料时出现轴向力时,就会出现轴的窜动,造成锤盘与机壳相擦,Z后造成电机电流高跳停。通常,为达到锁紧目的,先要用塞尺测量轴承的原始游隙(轴承原始游隙为0.16~0.22mm),紧定时再测量轴承的装配游隙,以间隙减小约0.02~0.04mm为宜。后经重新定位并锁紧后,运行正常,温度在50~65℃。因为工艺因素,窑出红料时,破碎机轴承都会有不同程度的升温现象,对此,我们对轴承座用压缩空气进行冷却,基本保证轴承能在80℃跳停温度以下工作。
2 轴承座振动大
因为轴承座未装测振仪,振动都是靠巡检工检查发现的,振动大的原因,多次是因锤头断裂或锤头轴断裂使锤头脱落造成不平衡引起的,一次是因窑内结大块,造成篦冷机栅条脱落与锤头撞击。振动大,就会加剧轴承的磨损与发热,使配合松动,进而使轴窜动。对此,我们通过结构改进,取消了锤头轴(Φ50×300)的用作定位的Φ10中间孔,改为两端加挡板定位,以加强锤头轴的强度;同时,采购质量较好的锤头,克服了锤头断裂的问题。
3 轴承失效或轴磨损
轴承失效或轴磨损后,就会因摩擦力加大或配合不好而造成松动,从而使轴发生轴向窜动。一次,传动端轴承保持架磨损掉,滚子在滚道中打横,破碎机启动时不能启动,但人工又能转动锤盘,经拆盖检查,发现传动端轴承保持架磨损掉,滚子在滚道中打横,造成此处紧定套与轴承分离。另一次是传动端轴磨损,在更换新轴承后,仍然出现轴的窜动,经测量,轴的直径为Φ169.76,而未磨损处为Φ169.99,为此,在轴与紧定套之间采用圆柱体固化胶,Z后达到配合目的。
4 检修方法方面的问题
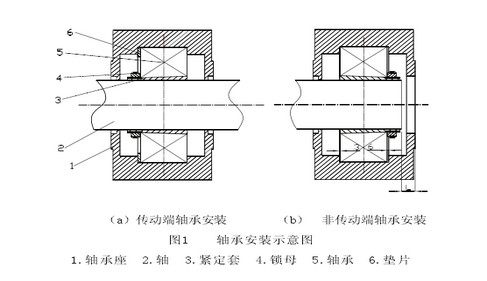
(1)如图1所示,传动端轴承外圈与轴承座孔之间无轴向间隙,起定位作用(为便于配件制作,两端轴承座结构是一样的,这样,就需要在传动端轴承座内加一垫片),而非传动端,考虑热胀冷缩,两边都有间隙,如图1b,一边为3mm,另一边为6mm。在试车期间,因窜轴而跳停后,设备厂家来人把非传动端轴承座盖打开,然后用一千斤顶把轴顶回,再锁紧螺母,搞好后就投入生产,未见轴的窜动,所以,后来再出现窜轴现象,我们基本上都是用顶一端轴并锁紧此端轴承的办法来处理的。然而,笔者通过分析,发现这种方法是不正确的,原因在于,锤盘与机壳之间间隙为40mm,当出现窜轴现象时,只有两端的轴承都出现配合松动,才可能让轴有约40mm的窜动量,否则,只有一端松动的话,另一端还是固定的,轴是不会窜动的,或者不会有这样大的窜动,这种只紧固一端的作法,表面上看是能把轴固定,但由于另一端松动,就会使松动的这一端发生相对运动,加剧轴承的磨损与发热,同时,紧固一端受较大的轴向力,会加速此处的松动。所以,一旦窜轴,必须两端都要紧固。
(2)在更换新轴承时,以前的办法是先拆开两端的轴承盖,把需要更换轴承的一端用葫芦吊起,拆下旧轴承,然后把紧定套与轴承一起套到轴上,调好锤盘与机壳的位置,放下轴,使轴承外圈放到轴承座内,紧固紧定套。在一次更换轴承时,就是按这种办法操作的,笔者发现了锤盘与机壳的位置变化,虽然不大,但发现了其中的问题。分析认为,在锁紧螺母时,本来应是轴承在锁紧力的作用下向大端走,紧定套不动的,但轴承外圈固定后,只能是紧定套移动,这就可能在紧定的同时,紧定套把轴带动一起走。当另一端松动时,这是肯定的,另一端不松动时,轴不会窜动,但会使轴承受一定的轴向力,从而使运行中易松动。为此,我们改变了安装方法:首先把锤盘与机壳之间间隙调好,然后把紧定套及轴承放到轴上,其紧定套大端基本上与轴承座孔对齐(指与外圈端面对应位置),此时,轴承不要放入轴承座内,紧固锁母,待配合达到要求,再把轴承放入轴承座内,检查锤盘与机壳之间间隙是否有变化。这就避免了轴的窜动或轴承受轴向力的作用。
5 总结
笔者发现,在安装或检修时,测量非传动端轴端与轴承座端盖之间的间距L(如图1b所示),或者此端紧定套端面与轴端间隙,在停机时再测量此两处的数据,根据间距L等的变化来判断松动,并及时紧固,注意是紧固两端的轴承,能有效防止轴的过量窜动并避免轴承等的损伤。总之,认真分析窜轴原因,正确处理出现的窜轴问题,对提高运转率有重要意义。同时,由于窜轴有一个过程,如果在窜动量较少时,能及早发现问题,在不损坏轴承、紧定套及轴的前提下,及时处理,也有重要意义。
笔者发现,在安装或检修时,测量非传动端轴端与轴承座端盖之间的间距L(如图1b所示),或者此端紧定套端面与轴端间隙,在停机时再测量此两处的数据,根据间距L等的变化来判断松动,并及时紧固,注意是紧固两端的轴承,能有效防止轴的过量窜动并避免轴承等的损伤。总之,认真分析窜轴原因,正确处理出现的窜轴问题,对提高运转率有重要意义。同时,由于窜轴有一个过程,如果在窜动量较少时,能及早发现问题,在不损坏轴承、紧定套及轴的前提下,及时处理,也有重要意义。

