



新闻媒体
东莞市求精轴承有限公司(总部)
电 话:0769-22786416
0769- 23668162
传真:0769-22786419
手机:13669867858
邮箱:xgzhch@163.com
公司地址:广东省东莞市万江区牌楼基工业区 岳潭坊东一横巷5号
电 话:0769-22786416
0769- 23668162
传真:0769-22786419
手机:13669867858
邮箱:xgzhch@163.com
公司地址:广东省东莞市万江区牌楼基工业区 岳潭坊东一横巷5号
宁波市多辉轴承有限公司(分公司)
电 话:0574-86556187
电话:13713067019
传真:0769-22786419
网址:www.qjbearings.com
地址:浙江省宁波市镇海区贵驷街道贵安路24号
电 话:0574-86556187
电话:13713067019
传真:0769-22786419
网址:www.qjbearings.com
地址:浙江省宁波市镇海区贵驷街道贵安路24号
 新闻媒体>>轴承知识
新闻媒体>>轴承知识
机床主轴箱类零件孔加工精度超差加修措施及分析
2019-04-12张金霞1 张博2
(1.沈阳机床股份有限公司;2.沈阳机床成套设备有限责任公司)
【摘 要】:从实践出发,介绍机床主轴箱类零件孔加工超差时的加修措施及各种情形下的具体应用。
1 主轴箱概述
主轴箱是机床设备的重要组成部件,使安装于主轴箱内的各传动部件保持正确的相互位置关系,彼此按照一定的传动关系协调地运动。大多数机床的采用多级齿轮传动,主轴箱零件含有多组同轴孔,装配成品后,电动机经主轴箱内各个位置上的传动齿轮和传动轴,Z后把旋转运动传到主轴上,使主轴获得需要的转速和方向进行特定加工。因此主轴箱孔系的加工精度对机床整体性能的影响很大,如齿轮的啮合、噪声、振动及轴承磨损等,必须严格控制零件加工精度。以沈阳机床股份有限公司内部品控要求为例,无论何种类型的机床产品,都不容许精度不合的零件进入装配现场,但是若将所有出现类似问题的主轴箱都被打废的话,企业的制造成本的控制将成为一个困扰企业发展的大问题。在此将笔者在生产实践中常见的一些机床主轴箱类零件孔加工超差时的加修措施加以归纳,并分析各种情形下的具体应用。
1 主轴箱概述
主轴箱是机床设备的重要组成部件,使安装于主轴箱内的各传动部件保持正确的相互位置关系,彼此按照一定的传动关系协调地运动。大多数机床的采用多级齿轮传动,主轴箱零件含有多组同轴孔,装配成品后,电动机经主轴箱内各个位置上的传动齿轮和传动轴,Z后把旋转运动传到主轴上,使主轴获得需要的转速和方向进行特定加工。因此主轴箱孔系的加工精度对机床整体性能的影响很大,如齿轮的啮合、噪声、振动及轴承磨损等,必须严格控制零件加工精度。以沈阳机床股份有限公司内部品控要求为例,无论何种类型的机床产品,都不容许精度不合的零件进入装配现场,但是若将所有出现类似问题的主轴箱都被打废的话,企业的制造成本的控制将成为一个困扰企业发展的大问题。在此将笔者在生产实践中常见的一些机床主轴箱类零件孔加工超差时的加修措施加以归纳,并分析各种情形下的具体应用。
2 具体分析
由于铸造问题、工人疏忽以及零件加工设备与工装本身精度问题,实际生产中出现一些加工超差现象在所难免,但是有些零件易于加修,箱体类零件的这些超差,如孔径大小不合格、同轴度及平行度不合格等却是加修难度很大,在机床行业零件更新换代快,实际小批量加工中一般都没有专用夹具的情况下,箱体类零件修复中的机械加工与新零件制造中的机械加工,有很大的区别。为保证修复部位的位置精度,基准的选择应注意与原加工基准尽量统一或选择加工精度高、变形小,与待修复表面有较高的位置精度的表面为定位基准。同时,孔小轴大的精度不合问题可以通过在原零件基础上直接加修完成,若其他问题,如孔加工大了,或者空系同轴度不合格等情况,则需要通过其他途径进行加修,常见办法有:放孔镶套、涂镀、配修及注胶等,Z常用Z首选的莫属放孔镶套法,其他方法都用于放孔镶套法不适合的情况。
由于铸造问题、工人疏忽以及零件加工设备与工装本身精度问题,实际生产中出现一些加工超差现象在所难免,但是有些零件易于加修,箱体类零件的这些超差,如孔径大小不合格、同轴度及平行度不合格等却是加修难度很大,在机床行业零件更新换代快,实际小批量加工中一般都没有专用夹具的情况下,箱体类零件修复中的机械加工与新零件制造中的机械加工,有很大的区别。为保证修复部位的位置精度,基准的选择应注意与原加工基准尽量统一或选择加工精度高、变形小,与待修复表面有较高的位置精度的表面为定位基准。同时,孔小轴大的精度不合问题可以通过在原零件基础上直接加修完成,若其他问题,如孔加工大了,或者空系同轴度不合格等情况,则需要通过其他途径进行加修,常见办法有:放孔镶套、涂镀、配修及注胶等,Z常用Z首选的莫属放孔镶套法,其他方法都用于放孔镶套法不适合的情况。
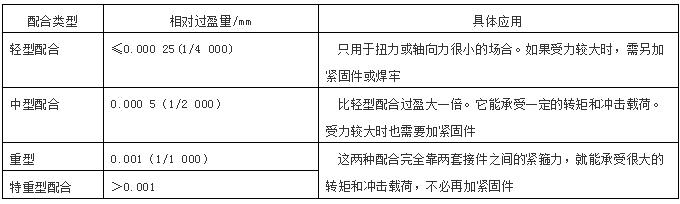
(1)放孔镶套。机械加工是零件修复过程中Z基本和Z主要的方法,它既可以作为一种独立的手段直接修复不合格零件(如孔大轴小问题),也可以是其他方法的准备或Z后加工必不可少的工序。放孔镶套法是对不合格孔孔壁进行机械加工,把内衬套以一定的过盈装在孔内,从而恢复到原来的尺寸的修复方法(有时需要再次对孔进行加工)。这种方法具有工艺简单、操作方便、节省材料等优点,被广泛应用于零件孔系修复中。镶套工件材料要根据镶套部位的工作条件进行选择,如在高温下工作,套的材料应与原零件一致,保证二者的热膨胀系数相同好或相近,保证良好的热稳定性。一般机床主轴箱类零件材质为灰铸铁,常选用45号钢作为镶套材料。放孔镶套法用于此类零件加修时一般多用薄壁衬套,镶套的过盈量应选择合适。待修复主轴箱体与衬套属于包容件与被包容件的关系,在镶套后,包容件受拉应力作用,被包容件受压应力作用,应力的大小与相对过盈量有关,过盈量越大,应力越大。当应力超过材料应力极限时,就会使零件产生裂纹而损坏;过盈量不足,配合又容易松动或脱落,无法达到为机床主轴精准传递运动的作用,镶套配合可按相对过盈的大小,分为轻型、中型、重型及特种型4种,如表1所示。一般情况下,对于主轴箱孔的修复选用中型配合,若是加修孔装配轴在运行中需要承受较大轴向载荷和转矩,为了保证镶套加修的有效性,可以做成台阶套,在台阶面上钻孔,将它用销子和螺钉紧固在主轴箱体上,或给直筒套在孔端面与套结合处下紧定螺钉。此外,镶套配合面的表面粗糙度会直接影响配合的过盈量,表面粗糙度大,配合的实际过盈量就小,为了保证准确的过盈量,对零件表面的加工精度和表面粗糙度应有一定的要求。通常,公差等级为IT6~IT8时,要求零件表面粗糙度值Ra=3.2~1.6μm。
还需要注意的是:镶套前应做好除锈等清洁工作,镶入时应平稳进行,切忌用锤重击砸入,并注意避免压入件歪斜。
表1 4种配合类型过盈量及应用
(2)涂镀。涂镀是一种在工件表面进行局部快速电化沉积金属材料的新技术。涂镀后在工件表面形成特殊防护涂层,使零件具有防腐蚀、抗高温及防氧化等性能。可用涂镀技术修复机械零件的形状和尺寸,如常见的零部件的局部磨损、擦伤及凹坑等,当主轴箱类零件的孔尺寸偏大而位置精度合格,且孔壁薄等原因不适宜用放孔镶套办法时,可用涂镀法在零件表面均匀涂上一层金属材料(一套涂镀设备可镀30多种单一金属或其合金,各厂家可根据情况配置或购买镀液),使得孔变小,涂镀加修工艺分为涂前准备和涂镀两步完成。其中涂前准备工作包括清洗、去尖角毛刺和涂镀部位周边遮护(涂镀孔两端面,要用绝缘胶带遮护)、测量尺寸确定涂镀层厚度等。利用涂镀技术修复的主轴箱体零件形成的涂层与孔壁金属结合强度比电镀和喷涂高,具体操作起来设备轻便简单、操作安全方便,不用镀槽,可在现场流动作业,节约能源且基本无污染。
(3)配修。当不涉及同轴度、平行度及圆度等形位公差,且不是用于跟轴承等外购标准件配合,只是孔的直径尺寸略有偏大或者偏小时,我们可以选择一种相对低成本的做法,就是配修与孔配合的轴,使得相应的轴的相关配合尺寸加大或者减小与孔直径超差相同的数值。轴类零件的装夹定位比箱体类零件简单且易于保证装夹精度,此举可节省加修时间和资源。采用此举需要注意的是,不适用于轴为易损件的场合,且要在设备档案里记录配修后的轴的相应尺寸,以便为客户提供服务时适用。
(4)注胶。注胶加修工艺用于孔大或者孔大与同轴不合同时存在等情况,可降低劳动强度,减少装配时间,提高轴箱刚性。且操作容易,传统的手工注胶工艺就可以达成,成本低。注胶材料常选用汉斯曼工业定位胶,由高强度、高韧性的高分子聚合物与特殊周化剂构成的双组份加强材料,固化后具有极小的收缩率及很高的抗压强度,专用于结构件的精确调整后的连接定位,也可用于结构间隙的灌封等,可保证调整后的精度长期不变。需要注意的是:安装过程中,以第1个孔为定位基准,对第2个孔进行注胶,来保证同轴度,注胶表面涂上分离剂,方便以后拆卸。注胶要由下而上,速度要慢而均匀,凝固过程中要防止碰撞影响精度。若大量使用注胶技术去除主轴箱孔与轴之间的间隙,可增加过渡套筒,进一步降低拆卸难度。
3 结语
文中所总结箱体类零件孔加工精度超差时的加修措施,都是笔者在实践中碰到且经过成功运用的,每种方法都有其使用前提条件,且由于篇幅所限,对每种方法的实际操作都不尽详细,只是将实际生产经验以文字的形式总结出来供初到生产一线的技术人员作为一种解决问题的思路参考;同时起到抛砖引玉的作用,希望广大一线技术人员能够总结生产中的常见问题及总结措施,以便后来者学习借鉴。
文中所总结箱体类零件孔加工精度超差时的加修措施,都是笔者在实践中碰到且经过成功运用的,每种方法都有其使用前提条件,且由于篇幅所限,对每种方法的实际操作都不尽详细,只是将实际生产经验以文字的形式总结出来供初到生产一线的技术人员作为一种解决问题的思路参考;同时起到抛砖引玉的作用,希望广大一线技术人员能够总结生产中的常见问题及总结措施,以便后来者学习借鉴。
来源: 《金属加工(冷加工)》 2017年06期

