



新闻媒体
东莞市求精轴承有限公司(总部)
电 话:0769-22786416
0769- 23668162
传真:0769-22786419
手机:13669867858
邮箱:xgzhch@163.com
公司地址:广东省东莞市万江区牌楼基工业区 岳潭坊东一横巷5号
电 话:0769-22786416
0769- 23668162
传真:0769-22786419
手机:13669867858
邮箱:xgzhch@163.com
公司地址:广东省东莞市万江区牌楼基工业区 岳潭坊东一横巷5号
宁波市多辉轴承有限公司(分公司)
电 话:0574-86556187
电话:13713067019
传真:0769-22786419
网址:www.qjbearings.com
地址:浙江省宁波市镇海区贵驷街道贵安路24号
电 话:0574-86556187
电话:13713067019
传真:0769-22786419
网址:www.qjbearings.com
地址:浙江省宁波市镇海区贵驷街道贵安路24号
 新闻媒体>>轴承知识
新闻媒体>>轴承知识
闲置镗铣床在大齿圈加工中发挥大作用
2019-05-22张雯 陈勇
摘 要:为提高大齿圈的加工效率,降低其加工成本,针对我厂情况提出利用闲置镗铣床,通过设计专用加工刀具、改进加工工艺,对齿圈进行粗加工,Z终达到齿圈质量要求。
在冶金、矿山设备中,大齿圈是关键传动部件,其加工精度直接影响设备的性能。研究如何提高大齿圈加工效率,降低大齿圈加工成本,对企业意义重大。
1.我厂大齿圈加工现状
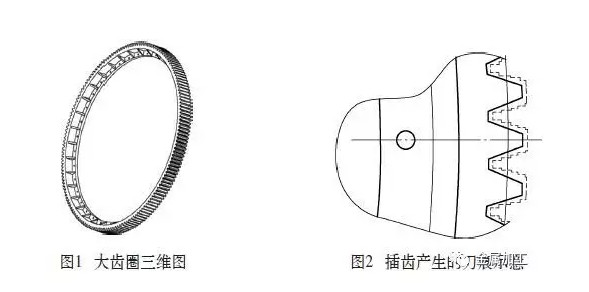
近期我厂加工的大齿圈如图1所示,技术参数如下:模数36mm,齿数162,齿厚380mm,齿圈直径达5900mm,质量达20t。由于交货期短,采用传统加工方法很难满足工期要求。
在冶金、矿山设备中,大齿圈是关键传动部件,其加工精度直接影响设备的性能。研究如何提高大齿圈加工效率,降低大齿圈加工成本,对企业意义重大。
1.我厂大齿圈加工现状
近期我厂加工的大齿圈如图1所示,技术参数如下:模数36mm,齿数162,齿厚380mm,齿圈直径达5900mm,质量达20t。由于交货期短,采用传统加工方法很难满足工期要求。
2.现有大齿圈加工工艺及缺陷
我厂在大齿圈的机械加工中一般采用的工艺为:车床粗车→半精车→精车→插床粗插齿→半精插齿→精插齿→滚齿机半精滚齿→精滚齿。
采用上述的机械加工工艺,可以较好地保证大齿圈的加工质量。但是,该加工工艺在插齿工序耗时较多,且加工质量很难保证。这是由于插床在插齿过程中完全凭借技术工人手工分度,无法精确分度。而且,加工中齿表面的刀痕难以消除(如图2中虚线所示),这些刀痕位置往往又会产生加工硬化现象,给后工序滚齿机的滚刀带来较大磨损,对于滚齿机刀具来说,购买、维护成本都很高。因此,传统的大齿圈加工工艺成为提高效率、降低成本的一个瓶颈。
3.大齿圈加工工艺改进
为了解决上述问题,结合我厂实际提出:
(1)进行加工工艺改进,利用现有镗铣床在插床粗插齿后增加半精铣齿工序。与齿轮滚刀相比,镗铣床刀具成本较低,而且可以完成较大吃刀量的切削,加工效率提高显著。根据我厂实际,采用一台闲置的镗铣床,对齿圈进行两次半精加工,这样就能大大减少滚齿机精加工的加工量,减轻滚齿机的工作压力,降低滚齿刀具的磨损,取得很好的经济效益。
(2)进行加工刀具研发,制作适宜镗铣床使用的铣齿刀具。通过对这批大齿圈齿形的研究,设计了图3所示的机夹铣齿刀具。这种机夹式硬质合金指状齿轮铣刀,其刀体采用40Cr,刀柄与机床主轴孔匹配,制作为短柄锥度7∶24、大端φ69.85mm、斜面长47.2mm,切削刃部为渐开线齿型,采用圆周等分4刃且为等螺旋齿,刃长大于齿廓一个标准刀片的尺寸,刀片采用钨钴合金类硬质刀片。这样就可以降低刀具成本、保证机床精度、降低劳动强度,Z大限度解决了生产瓶颈,同时可缩短滚齿机一半的加工时间,为保证工期提供了条件。
我厂在大齿圈的机械加工中一般采用的工艺为:车床粗车→半精车→精车→插床粗插齿→半精插齿→精插齿→滚齿机半精滚齿→精滚齿。
采用上述的机械加工工艺,可以较好地保证大齿圈的加工质量。但是,该加工工艺在插齿工序耗时较多,且加工质量很难保证。这是由于插床在插齿过程中完全凭借技术工人手工分度,无法精确分度。而且,加工中齿表面的刀痕难以消除(如图2中虚线所示),这些刀痕位置往往又会产生加工硬化现象,给后工序滚齿机的滚刀带来较大磨损,对于滚齿机刀具来说,购买、维护成本都很高。因此,传统的大齿圈加工工艺成为提高效率、降低成本的一个瓶颈。
3.大齿圈加工工艺改进
为了解决上述问题,结合我厂实际提出:
(1)进行加工工艺改进,利用现有镗铣床在插床粗插齿后增加半精铣齿工序。与齿轮滚刀相比,镗铣床刀具成本较低,而且可以完成较大吃刀量的切削,加工效率提高显著。根据我厂实际,采用一台闲置的镗铣床,对齿圈进行两次半精加工,这样就能大大减少滚齿机精加工的加工量,减轻滚齿机的工作压力,降低滚齿刀具的磨损,取得很好的经济效益。
(2)进行加工刀具研发,制作适宜镗铣床使用的铣齿刀具。通过对这批大齿圈齿形的研究,设计了图3所示的机夹铣齿刀具。这种机夹式硬质合金指状齿轮铣刀,其刀体采用40Cr,刀柄与机床主轴孔匹配,制作为短柄锥度7∶24、大端φ69.85mm、斜面长47.2mm,切削刃部为渐开线齿型,采用圆周等分4刃且为等螺旋齿,刃长大于齿廓一个标准刀片的尺寸,刀片采用钨钴合金类硬质刀片。这样就可以降低刀具成本、保证机床精度、降低劳动强度,Z大限度解决了生产瓶颈,同时可缩短滚齿机一半的加工时间,为保证工期提供了条件。

(3)进行加工参数改进,在采用新的机夹刀具后,经过生产实践,确定了下列加工参数:插齿后,加工余量不均匀,因此,次铣齿背吃刀量不宜过大,表1所示为次铣齿时的加工参数;第二次进给时,由于齿廓加工余量均匀,可根据加工余量的实际情况适当增加背吃刀深度、进给速度及主轴转速,主要可供参考的切削参数如表2所示。经过这样的加工参数改变,在半精加工结束后、滚齿机精加工前,大齿圈加工量可以控制在1.0~1.5mm,这样滚齿机仅仅进行一次精滚就可以达到技术要求,如图4所示。


4.结语
根据我厂实际,通过闲置镗铣床的使用,解决了大齿圈生产中的瓶颈;设计了适用于镗铣床铣齿适用的机夹刀具,并总结了切实可行的加工参数。通过改进,提高了大齿圈的加工效率,降低了大齿圈加工成本。经测算,采用新工艺后,每加工一个大模数齿圈,可降低成本约2万元。
根据我厂实际,通过闲置镗铣床的使用,解决了大齿圈生产中的瓶颈;设计了适用于镗铣床铣齿适用的机夹刀具,并总结了切实可行的加工参数。通过改进,提高了大齿圈的加工效率,降低了大齿圈加工成本。经测算,采用新工艺后,每加工一个大模数齿圈,可降低成本约2万元。
来源:《金属加工(冷加工)》2016年第24期

