



新闻媒体
东莞市求精轴承有限公司(总部)
电 话:0769-22786416
0769- 23668162
传真:0769-22786419
手机:13669867858
邮箱:xgzhch@163.com
公司地址:广东省东莞市万江区牌楼基工业区 岳潭坊东一横巷5号
电 话:0769-22786416
0769- 23668162
传真:0769-22786419
手机:13669867858
邮箱:xgzhch@163.com
公司地址:广东省东莞市万江区牌楼基工业区 岳潭坊东一横巷5号
宁波市多辉轴承有限公司(分公司)
电 话:0574-86556187
电话:13713067019
传真:0769-22786419
网址:www.qjbearings.com
地址:浙江省宁波市镇海区贵驷街道贵安路24号
电 话:0574-86556187
电话:13713067019
传真:0769-22786419
网址:www.qjbearings.com
地址:浙江省宁波市镇海区贵驷街道贵安路24号
 新闻媒体>>轴承知识
新闻媒体>>轴承知识
双级螺杆空压机故障分析及改进
2020-05-25文/陈相
摘 要:双级螺杆空压机作为压缩空气站的主要设备,具有效率高、节能效果显著等优点,应用越来越广泛。但在应用过程中,也存在排气温度高、油分离芯使用寿命短以及排气中油含量超标等诸多问题,给压缩空气站安稳长周期运行带来了不利的影响。本文分析了影响双级螺杆空压机排气温度、油分离芯使用寿命、排气中油含量超标的因素,通过对油冷却器循环水进行改进、油分离芯结构改造、合理控制润滑油油位,提高油分离芯质量及工况适应性,规范二次回油管的安装标准等,有效降低了排气温度,使排气温度较为恒定,提高了油气分离芯使用寿命,使压缩空气中的含油量低于3ppm,同时将重要设备运行参数引入DCS中进行实时监测,保证了双级螺杆空压机的安稳运行,使其在炼油装置中得到了良好的应用。关键词:双级螺杆空压机;排气温度;油气分离芯;含油量;二次回油管
一、 概述
双级螺杆空压机在主机部件里带有两级螺杆,压缩过程由级螺杆和第二级螺杆通过分级串联压缩的方式完成,除了秉承双螺杆空压机具有的结构简单、安装灵活以及高效率的优点外,还能够降低轴承负载,提高容积效率,在部分负载情况下运转时,更能提高效率,节能效果显著,应用也越来越广泛。
二、存在问题
某炼油厂压空系统有4台英格索兰双级螺杆空压机,型号为MSC250W-2S。自2009年7月份投入运行后,运行过程中一直存在主机排气温度高、油气分离芯使用寿命短、排气含油量超标等问题:
(一)主机排气温度高
空压机在运行1个多月后,正值南方8月份的高温季节,主机排气温度上升到95℃以上,其中排气温度Z低的1#机温度Z高时95℃,Z高的4#机高达100℃,几乎要触顶109±3℃的自保停车值,整个压缩空气面临系统崩溃的险境,为保整个装置的平稳运行,不得不考虑采用氮气来补充压缩空气系统,以备不时之需。
(二)油气分离芯使用寿命短
油气分离芯是决定喷油螺杆空压机排气含油量的关键部件。一个质量优良的油气分离芯在工作中会受到空压机的多种不良因素的影响,常常表现为滤芯应有的工作寿命未到就开始喷油(压缩空气含油量过大),或其滤芯压差升高过快,从而必须更换滤芯。以2#空压机为例,运行达到712小时后分离前压力达到1.2MPa,分离后压力0.7MPa,差压达到0.5 MPa,排气温度高联锁停车。停机后将油气分离器打开后发现,油气分离芯上部失稳造成了严重破损(如图1所示),滤层及支撑网板由于变形与边缘板张口导致分离短路,造成油气分离器内润滑油全部跑损。


(三)排气含油量超标的问题
一般来说用于喷油螺杆式空压机的出口压缩空气残油量不大于3ppm,空压机出口空气含油量超标通常称之为耗油量大,又称跑油。跑油问题是长久以来一直困扰着厂家及使用单位的头痛问题。若空压机出现跑油,除了造成润滑油消耗量加大,还会污染后处理设备,缩短后处理设备的使用寿命。
空压站投运后,4台空压排气中带油现象时有发生,压缩空气缓冲罐排凝口和后处理设备中的前置除油过滤器自动疏水阀中不时有油排出,为了保证空压机正常运行,油气分离器中经常要补充润滑油,使其保持在正常油位,润滑油消耗量较大。
(四)机组运行监测不完善,不能实现DCS远程数据监测
空压站采用无人值守、定期巡检的运行方式。但MS250W-2S众多重要参数都只能现场进行读取,如:(1)主机排气温度、分离差压、电机前后轴承温度等,排气温度表为现场机械指针式,容易损坏,先后更换过5块表;(2)DCS上显示的排气温度为冷却后的排气温度,没有实际指导作用;(3)每次空压机跳停后只能通过总管风压报警判断,延误了处理时间,使得全过程跟踪和监控空压机运行状况难以实现。
三、原因分析
(一)排气温度高原因分析
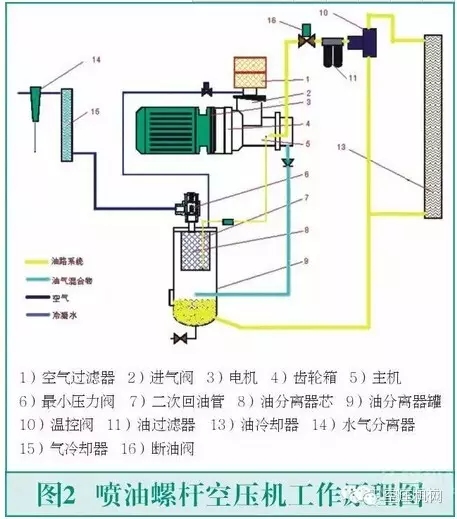
双级螺杆空压机工作原理如图2所示,由进气过滤系统、压缩机和电机总成、带冷却器的压力润滑系统、分离系统、气量调节系统、电气控制系统、仪器仪表系统、安全保护系统、后冷却器、水分离器和排放装置组成。在双级螺杆式压缩机里,通过两组带螺旋的转子(阴转子和阳转子)啮合压缩空气。一、二级转子轴线相互平行,形成分级串联方式,安装在高强度铸铁的气缸体内。气缸体的两个端面对角位置上开有进排气孔口。阴转子的齿槽同阳转子啮合,以被阳转子带动。转子的排气侧一端装有推力滚子轴承,以防止转子轴向移动。空气润滑油混合气体从压缩机排出后,进入分离系统,这个系统就在油分离器内。混合气体流经分离系统后,几乎从排出的空气中除尽所有的润滑油,此时空气里只含几个ppm的油量。分离下来的油返回润滑系统,与此同时,压缩空气流入后冷却器。后冷却器系统由热交换器、冷凝水分离器和冷凝水自动排放装置组成(后两者组成水分离器)。利用压缩空气的冷却作用,空气里含有的水蒸汽大部分被冷凝析出,再进入后处理单元到各用气点。润滑油系统由油分离器、油冷却器、温控阀和油过滤器组成。分离后的润滑油通过温控阀进入油冷却器冷却,经过油过滤器过滤后回到压缩腔完成一个循环。
1.吸气温度的影响
吸气温度主要受环境温度的影响,如果环境温度较高,导致吸入空气温度较高,必然导致压缩温度升高从而使排气温度随之升高。如果要降低吸气温度,需要将吸气口改到室内,目前不具备改进的条件。
2.润滑油质量
润滑油质量的影响主要是,如果润滑油乳化或油量太少,致使润滑油冷却效果不够而使排气温度升高。检查润滑油量,发现符合润滑油量标准规定。润滑油质量分析也是合格的,可以排除润滑油质量的影响。
3.润滑油回油量
回油量主要与油过滤芯有关,螺杆空压机的油过滤芯精度比较高,一般小于20μm,当油过滤芯使用时间过长,容易出现堵塞时,导致回油不畅,回油量减少,造成主机因供油不足而使排气温度升高。
4.回油温度的影响
回油主要通过油冷却器冷却,冷却器是固定式铜管换热器,壳程介质为润滑油,管程介质为循环水,在油冷器冷却面积一定的情况下,管程的循环水量是影响回油温度的重要因素。在油冷却器壳程入口,还装有一个温控阀,温控阀的作用主要是控制压缩机的Z低喷油温度,因为较低的喷油温度会使压缩机的主机排气温度偏低,而在油分离器内析出冷凝水,恶化润滑油的品质,缩短其使用寿命。在控制喷油温度高于一定温度时,排出的空气和润滑油的混合气始终会高于露点温度。温控阀控制润滑油的盘通量,以使喷油温度控制在一个合适的范围之中。在压缩机刚启动时,机器较冷,部分润滑油不经过冷却器。当温度升高并超过温控阀设定值时,润滑油将全部流过冷却器。在环境工作温度较高期间,所有润滑油会全部经过冷却器,因此温控阀的运行状况也将影响回油温度。

空压站循环水处在循环水管网的末端,相邻有热水循环水换热器、气压机级间冷却器等循环水消耗大户,现场压力为0.3MPa左右,而空压站循环水主管公称通径为DN100,接入油冷却器支管公称通径为DN32,支管长约1.5米左右,采用精密压力表在油冷却器冷却水入口测得现场压力约为0.2MPa左右。这表明从空压站循环水主管经油冷器循环水支管,进入油冷器管程压降过大,从而导致油冷器管程出入口压差太小,循环水量严重不足。从表2也可看出,油冷器循环水温差2#机高达30℃,排水温度60℃,这使得为了保证空压机运行,在高温时间段,甚至不得不将排水改为直排,浪费了大量的水资源。
(二)油气分离芯使用寿命短原因分析
油气混合物经分离器内的机械(初级)分离后,再经油气分离滤芯进行精细分离。经初级分离后的含油0.05%(500ppm)油气混合物中,油微粒直径约为0.01μm~1.00μm,呈悬浮状。在流经微米级玻纤滤料层时,通过惯性碰撞,直接拦截和扩散机理以及凝聚作用将小油滴聚合成大油滴,在气流及重力的作用下,油滴聚集在滤芯的底部凹处,由芯内经油管返回机头。
1.空压机润滑油的质量
润滑油的选用对油气分离芯的使用寿命有非常大的关系,喷油螺杆空压机用油有合成油、半合成油、矿物油。由于各种油的性能不尽相同,试验证明,一个优质油气分离芯在不同润滑油的工况条件下其工作寿命不相同。
润滑油的选择应选抗老化、对水不敏感、耐高温、不易挥发的油。抗氧化能力差的油在高温氧化后形成黏稠沉淀物,容易附着在油气分离芯表面层将滤料的微孔堵塞。高温下油容易老化,在更换油时应尽量将已用过的油全部更换以免新油受到污染。
2.油气分离器
经机头压缩后的油气混合物液相油滴尺寸范围很广,大部分油滴直径尺寸通常处于1μm~50μm,少部分微滴可小至与气相分子具有相同的数量级,仅为0.01μm。当油气混合物进入分离器经精心设计的折流板机械分离(碰撞、离心、扩散、重力)后,应将混合物中99.7%的油分离掉,使进入油气分离滤芯处的混合物含油量为0.05%(500ppm)。有些空压机厂家因油气分离罐结构设计不合理、尺寸过小以及气液相间的高度过小等因素,导致开机后即使使用进口滤芯还是喷油,油气分离器的初级(机械)分离效果亦是决定油气分离芯工作寿命的关键因素。
3.空气滤芯、润滑油滤芯的更换
油气分离芯不仅从油气混合物中分离出油,同时也将其中的固体杂质分离掉,这些固体粒子被滤芯拦截,沉积依附在滤料上,从而使滤芯压差(阻力)不断增加。若空气滤芯未能将大气中的脏物有效过滤掉,润滑油内的固体颗粒污物将进入到润滑油系统中,而当润滑油过滤芯未能良好地将其过滤掉,就会使其附着在油气分离芯滤层上。油气分离芯的使用寿命与润滑油的污染程度相关,为减少油的污染应定期更换空气滤芯、润滑油滤芯,并对其过滤精度有所要求①。
4.油气分离芯的结构与尺寸
油气分离芯的分离机理:含油0.05%(500ppm)油气混合物中的油微粒直径为0.01μm~1.00μm,呈悬浮状,在流经微米级玻纤滤层时,通过惯性碰撞,直接拦截和扩散机理以及凝聚结作用将小油滴聚合成大油滴。在气流及重力的作用下,油滴聚集在滤芯的底部凹处,由芯内经油管返回机头。滤芯的设计通常按照其流速,一般高流速滤芯流速0.18m/s,尺寸较小,寿命较短;低流速(标准型)滤芯流速0.08 m/s,尺寸较大,但寿命长些。空压机厂家按照国外标准选用滤芯,但滤芯的工作条件却低于国外机型,从而造成滤芯先天工况条件差,当然滤芯寿命达不到应有的工作时间。
5.空压机运行温度及工况环境
一些空压机运行温度高达90~100℃,在此温度下润滑油不仅容易老化,而且容易蒸发,加之工作环境不佳,若环境温度高,使得大量油蒸汽通过油气分离芯排出,油气分离芯容易造成堵塞。
(三) 排气含油量超标原因分析
空压机排出气体中含油量超标不但降低气体的洁净度,减少了后处理设备的使用寿命,而且还会污染用气设备,使空压机油耗量增大,生产成本增加。因此,降低排气中含油量是一个不可忽视的问题,在空压机运行过程中,对影响排气含油量的因素进行分析,主要有以下原因:
1.润滑油油位
油气分离器油位过高,气流会把润滑油卷入压缩空气中,不仅降低了油分离芯的使用寿命,同时还会使排气中油含量超标。
2.Z小压力阀的开启压力值
Z小压力阀的一个重要作用是保证油分离器前后差压不致过大,降低气流速度,以确保油分离的效果。若开启压力太低,油分离器前后压差大,器内气流速度高,筒壁和油分离芯上凝聚的油液会被高速气流卷走,影响油分离效果。
3.油气分离芯
油气分离芯使用后容易被润滑油中的杂质堵塞,造成气体压降增大,速度提高,甚至使油气分离芯击穿,彻底失去分离能力,造成排气中油含量严重超标,甚至导致空压机中润滑油短时间全部跑光。
4.二次回油管
油气分离芯的二次回油管由油管、回油过滤器和节流孔接头组成。回油过滤器和回油节流孔堵塞,会使油气分离芯内油位过高,使油气分离芯中间底部的润滑油来不及返回空压机入口,增大排出气体的油含量。
5.排气系统疏水阀
空压机排气中的含油经过油气分离器分离后,一般小于3ppm,经过气冷却器冷却后,部分油气经过进一步冷凝,通过疏水阀排出,使进入后处理设备的压缩空气中含油量进一步降低。如果疏水阀被不断冷凝积聚的油水混合物堵塞,将导致疏水阀失去作用,冷凝的油水混合物将被高速流动的压缩空气带入后处理设备中。
四、改进措施
(一)主机排气温度高改进
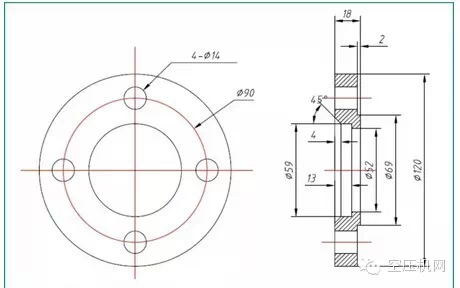
根据以上情况分析,必须将进油冷器循环水支管加以扩径才能解决回油温度高的问题,但空压机油冷器接口法兰通径仅为DN32,如果将该法兰进行扩径,需要将空压机整体结构破坏,影响空压站整洁性。因此决定采用如图3非标准法兰进行联接。
(二)油气分离芯使用寿命短改进
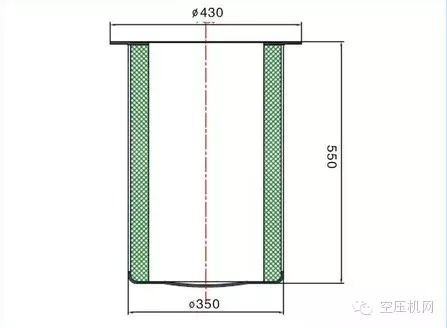
从影响油气分离芯使用寿命的因素来看,润滑油为主机厂家提供的英格索兰专业润滑油(超级冷却液),空气滤芯和油滤芯均按要求进行了更换,空压机的排气温度也已经进行了改进。油气分离器的结构是固定的,目前能够进行改进的只有油气分离芯结构与尺寸,原油气分离芯尺寸及外形结构如图4所示:
初分离后带有微小油粒的气体先流过级分离层,该层的玻璃纤维孔隙尺寸和厚度是受控制的。一些油粒流过玻璃纤维后形成一潮湿的表面,这有利于油粒的凝聚。其他一些较小的油粒在玻璃纤维内多次变换前进方向。经上述扩散、直接拦截和惯性碰撞的凝聚过程后,大多数细小的悬浮油粒被凝集下来,落入油分离器内。为防止通过超细玻璃凝聚后的油滴被夹带或重新形成雾沫,又设置第二级防雾沫夹带层。该层的持油能力很大,当油的浓度在防雾沫夹带层越来越高时,油由于重力作用会通过防雾沫夹带层而落入油气分离芯的底部,由插入油气分离芯内的回油管排出②。
因此采用以下措施对油气分离芯进行改进:
1.采用深层折叠结构
在油气分离芯表面空气流速越低,停留时间越长,分离效率越好。油气分离芯的级多层玻璃纤维采用深层折叠结构,折叠分离芯由许多自中心向外辐射的褶组成,褶较宽。折叠结构可以增加分离面积,阻力降较小,并有较大的容尘量。在油气分离芯外径和高度变化后,分离面积比原来增加52%,以确保表面流速在经验值0.63m/s以下。
2.采用复合滤芯结构,外层增加耐磨材料层
滤芯滤料的制作现为两种型式。缠绕式滤芯,即把滤芯缠绕在网筒外;另一种为折叠滤芯,将滤芯夹在两层丝网内,在拍折机上进行折叠。单从滤料制作型式区分滤芯,质量并无优劣之分,平缠式滤料滤纸缠绕的层数远较折叠滤料层数多,但折叠滤芯在相同直径及高度下容纳的滤料面积大。油气分离芯在使用过程中,压降进一步增大是因为过滤介质上固体杂质量增加的原因,油气使级玻璃纤维的孔隙堵塞而使压降增大。空气滤清器若未将大气中的脏物有效滤去,或润滑油内的污物未经油过滤器的良好过滤,会在油气分离芯这Z后一道分离元件上堆积下来。因此在油气分离芯外筒再增加一层粗耐磨材料。同时,由于减少内层玻璃纤维过滤层数,使外层缠绕式滤层孔隙较大,并且具备一定的耐磨性能,起到粗过滤器的作用,保护内层玻璃纤维精细过滤层,不仅有利于提高内层滤料的使用寿命,同时使内层孔隙较小的玻璃纤维层不致过早堵塞引起压差过高,有效提高了油气分离芯的使用寿命。
(三)排气含油量超标改进
分析影响排气含油量超标的因素分析后,针对这些影响因素采取如下改进措施:
1.严格控制油气分离器润滑油油位,保持在油标的1/2~2/3处。
2.检查Z小压力阀的压力设定,将Z小压力阀拆下,放在安全阀校验平台上,逐步提升压力,直到Z小压力阀开启,此时的压力就是Z小压力阀设定压力,保证该压力在0.85MPa。
3.定期检查油气分离芯分离压差,当分离压差大于0.1MPa时予以更换。
4.正确安装二次回油管,定期清洗节流孔接头。
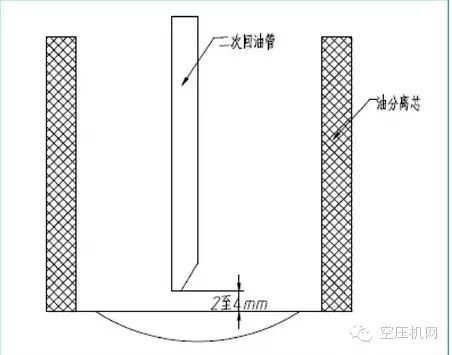
安装回油管时应严格控制其与油气分离芯底部的距离。距离过大,油分离芯底部油位过高,积累的油会被重新卷入压缩空气中;距离过小,易造成回油管进口堵塞,导致油位过高。该距离Z好是在2~4mm之间,如图5所示:
5.采用空气疏水阀
采用KSS43H系列空气疏水阀,该种类型的疏水阀是在不使用其它外接动力的情况下,专门用于各行业各类压缩空气系统以及化工工艺过程中各类气体系统的疏水设备。具有能够连续、自动、全部排除系统中的凝结水及污油、阻气严密,在工作过程中无气体泄漏、自动沉降固体污物,实行定期排污,可避免流道堵塞和安装方便,操作简单,运行平衡,安全可靠,使用寿命长等特点。
(四)DCS增加监控参数
对监测仪表进行了技术改造。利用现场机械式排气温度表接口更换为双支路热电偶,一路进现场参与联锁控制,另一路进DCS画面做操作指示;增加分离前压力变送器,将分离前后压力进DCS画面,并换算精确的差压值以供观测;从现场电子巡检仪接出电缆,使电机轴承温度进DCS画面。螺杆空压机的运行参数可在DCS画面中进行实时监测,有利于操作人员和技术人员对机组运行情况进行检查和控制。
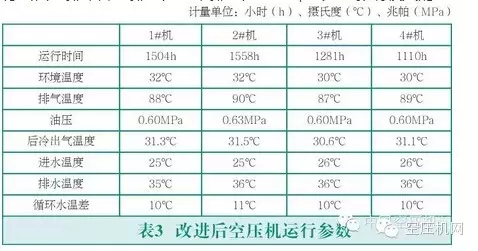
五、改进后效果
对冷却器改进后,通过表3可以看出,循环水量明显加大,循环水出入口温差保持在10℃左右。主机排气温度改善较为明显,都已经降到90℃以下。在环境温度高时,也不需要开排凝进行出口直排来降低排气温度,排气温度受环境温度影响较大的状况也明显改善。
六、结语
针对双级螺杆式空压机出现的排气温度高、油气分离芯使用寿命短、排气中油含量超标等问题,通过分析影响排气温度、油分离芯使用寿命、影响空压机排气中油含量超标的因素,进行技术改进。通过油冷却器循环水改进、油分离芯结构改造、合理控制润滑油油位,提高油分离芯质量及工况适应性,规范二次回油管的安装标准,采用适合系统工况的疏水阀加强疏油和疏水,有效延长了油分离芯使用寿命,降低了排气温度,使排气温度恒定,压缩空气中的含油量,控制在小于3ppm的指标范围内,保证了螺杆空压机良好的运行。
来源:《压缩机》杂志

