



电 话:0769-22786416
0769- 23668162
传真:0769-22786419
手机:13669867858
邮箱:xgzhch@163.com
公司地址:广东省东莞市万江区牌楼基工业区 岳潭坊东一横巷5号
电 话:0574-86556187
电话:13713067019
传真:0769-22786419
网址:www.qjbearings.com
地址:浙江省宁波市镇海区贵驷街道贵安路24号
 新闻媒体>>
新闻媒体>>
数控机床主轴驱动系统故障维修
2023-04-28数控机床的主轴驱动系统也就是主传动系统,它的性能直接决定了加工工件的表面质量,它结构复杂,机、电、气联动,故障率较高,它的可靠性将直接影响数控机床的安全和生产率。因此,在数控机床的维修和维护中,主轴驱动系统显得很重要。 维修人员根据维修单,到现场进行故障询问调查,确定维修方案、拟定维修工作计划、计划工时和费用;通过查阅数控机床PLC的相关显示界面和电路原理图、数控系统和就变频器说明书等维修资料,分析故障原因;使用通用工具及万用表,检测判断故障部位,在机床现场快速排除故障,填写维修记录并交接验收。
主轴相关知识
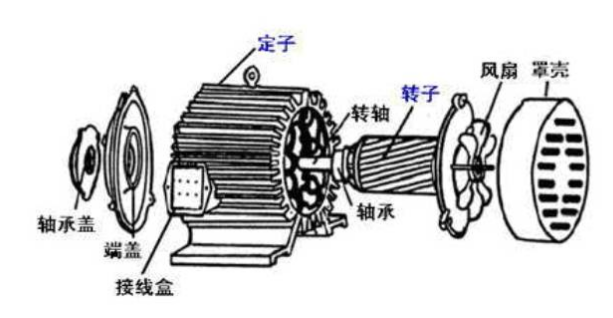
数控机床主轴驱动系统是数控机床的大功率执行机构,其功能是接受数控系统(CNC)的S码速度指令及M码辅助功能指令,驱动主轴进行切削加工。它包括主轴驱动装置、主轴电动机、主轴位置检测装置、传动机构及主轴。通常主轴驱动被加工工件旋转的是车削加工,所对应的机床是车床类;主轴驱动切削刀具旋转的是铣削加工,所对应的机床是铣床类。
主轴系统分类及特点
全功能数控机床的主传动系统大多采用无级变速。目前,无级变速系统根据控制方式的不同主要有变频主轴系统和伺服主轴系统两种,一般采用直流或交流主轴电机,通过带传动带动主轴旋转,或通过带传动和主轴箱内的减速齿轮(以获得更大的转矩)带动主轴旋转。另外根据主轴速度控制信号的不同可分为模拟量控制的主轴驱动装置和串行数字控制的主轴驱动装置两类。模拟量控制的的主轴驱动装置采用变频器实现主轴电动机控制,有通用变频器控制通用电机和专用变频器控制专用电机两种形式。目前大部分的经济型机床均采用数控系统模拟量输出+变频器+感应(异步)电机的形式,性价比很高,这时也可以将模拟主轴称为变频主轴。串行主轴驱动装置一般由各数控公司自行研制并生产,如西门子公司的611系列,日本发那克公司的α系列等。
1、普通笼型异步电动机配齿轮变速箱

这是Z经济的一种方法主轴配置方式,但只能实现有级调速,由于电动机始终工作在额定转速下,经齿轮减速后,在主轴低速下输出力矩大,重切削能力强,非常适合粗加工和半精加工的要求。如果加工产品比较单一,对主轴转速没有太高的要求,配置在数控机床上也能起到很好的效果;它的缺点是噪音比较大,由于电机工作在工频下,主轴转速范围不大,不适合有色金属和需要频繁变换主轴速度的加工场合。
2、普通笼型异步电动机配简易型变频器
可以实现主轴的无级调速,主轴电动机只有工作在约500转/分钟以上才能有比较满意的力矩输出,否则,特别是车床很容易出现堵转的情况,一般会采用两挡齿轮或皮带变速,但主轴仍然只能工作在中高速范围,另外因为受到普通电动机Z高转速的限制,主轴的转速范围受到较大的限制。
这种方案适用于需要无级调速但对低速和高速都不要求的场合,例如数控钻铣床。国内生产的简易型变频器较多。
3、通笼型异步电动机配通用变频器

目前进口的通用变频器,除了具有U/f曲线调节,一般还具有无反馈矢量控制功能,会对电动机的低速特性有所改善,配合两级齿轮变速,基本上可以满足车床低速(100—200转/分钟)小加工余量的加工,但同样受Z高电动机速度的限制。这是目前经济型数控机床比较常用的主轴驱动系统。
4、专用变频电动机配通用变频器

一般采用有反馈矢量控制,低速甚至零速时都可以有较大的力矩输出,有些还具有定向甚至分度进给的功能,是非常有竞争力的产品。以先马YPNC系列变频电动机为例,电压:三相200V、220V、380V、400V可选;输出功率:1.5-18.5KW;变频范围2-200Hz;(Z高转速r/min);30min150%过载能力;支持V/f控制、V/f+PG(编码器)控制、无PG矢量控制、有PG矢量控制。提供通用变频器的厂家以国外公司为主,如:西门子、安川、富士、三菱、日立等。
中档数控机床主要采用这种方案,主轴传动两挡变速甚至仅一挡即可实现转速在100—200r/min左右时车、铣的重力切削。一些有定向功能的还可以应用与要求精镗加工的数控镗铣床,若应用在加工中心上,还不很理想,必须采用其他辅助机构完成定向换刀的功能,而且也不能达到刚性攻丝的要求。
安装电主轴的机床主要用于精加工和高速加工,例如高速精密加工中心。另外,在雕刻机和有色金属以及非金属材料加工机床上应用较多,这些机床由于只对主轴高转速有要求,因此,往往不用主轴驱动器。
就电气控制而言,机床主轴的控制是有别于机床伺服轴的。一般情况下,机床主轴的控制系统为速度控制系统,而机床伺服轴的控制系统为位置控制系统。换句话说,主轴编码器一般情况下不是用于位置反馈的(也不是用于速度反馈的),而仅作为速度测量元件使用,从主轴编码器上所获取的数据,一般有两个用途,其一是用于主轴转速显示;其二是用于主轴与伺服轴配合运行的场合(如螺纹切削加工,恒线速加工,G95转进给等)。
(来源:大牛数控技术)

