



电 话:0769-22786416
0769- 23668162
传真:0769-22786419
手机:13669867858
邮箱:xgzhch@163.com
公司地址:广东省东莞市万江区牌楼基工业区 岳潭坊东一横巷5号
电 话:0574-86556187
电话:13713067019
传真:0769-22786419
网址:www.qjbearings.com
地址:浙江省宁波市镇海区贵驷街道贵安路24号
 新闻媒体>>
新闻媒体>>
活塞连杆组的拆卸、装配方法
2023-05-18活塞连杆组的拆卸
① 按照由上至下的顺序拆卸外围附件。
② 拆卸气缸盖,需注意将缸盖螺栓按照由两端向中间对称分几次旋松,以免缸盖变形。
③ 拆卸油底壳。
④ 检查活塞顶部的装配标记,若无则打上标记并标明气缸号。
⑤ 转动曲轴,将准备拆卸的连杆相对应的活塞转至下止点位置。
⑥ 拆下连杆螺母,取下连杆盖、轴承,并按次序放好。
⑦ 用橡胶锤或铁锤木柄推出活塞连杆组,注意不要倾斜,不要硬撬、硬敲,以免损坏气缸。
⑧ 取出活塞连杆组后,应将连杆盖、螺栓、螺母按原位装回,并检查连杆的装配标记。标记应朝向传动带盘,连杆和连杆大头打上对应缸号。
⑨ 用活塞环装卸钳拆下活塞环。观察活塞环上的标记, “TOP”朝向活塞顶部。

⑩ 拆卸活塞,加热到60℃后拆下活塞销。
活塞连杆组的装配
活塞连杆组的检验
01 活塞圆度的检验
活塞为椭圆形,其短轴在活塞销方向上。活塞圆度的检验应在圆度检验仪上进行,其圆度的值是0.40mm。
02 活塞环的检验
用塞尺检查活塞环的侧隙,如下图中 (a)所示。标准间隙为0.02~0.05mm,使用极限为0.15mm。
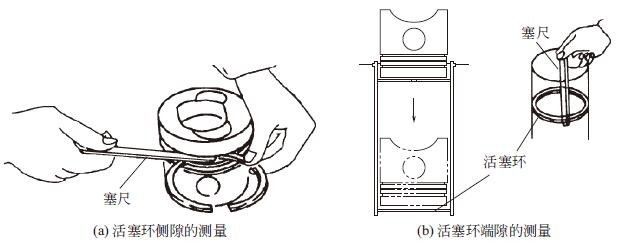
用塞尺检查活塞环的端隙,如下图中(b)所示。倒置活塞,用其顶部将活塞环垂直推入气缸,在离气缸顶面15mm 处进行测量。
对于新环,道气环为0.03~0.45mm,第二道气环为0.25~0.40mm,油环为0.20~0.50mm,磨损极限值为1.0mm。
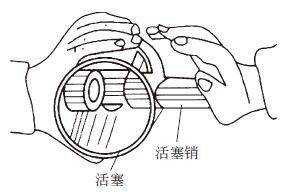
活塞销为全浮式,即正常工作时活塞销和连杆衬套及活塞销座之间均为间隙配合。在(25±5)℃时,将涂有润滑油的活塞销用大拇指仅需很小的力就可推入连杆衬套内,同时靠活塞销本身重力(垂直向下时)又会从衬套中滑出一点且无松旷感。
冷态装配时,活塞销与活塞销座为过渡配合。将活塞放入水中加热到60℃取出,此时用大拇指应可压入,即为合格。
安装活塞销卡环
卡环与活塞销端面应有0.15mm 的间隙,以满足活塞销和活塞热胀冷缩的需要。
安装活塞环
道气环是矩形环,第二道气环是锥形环,油环为组合式,用活塞环装卸钳依次装好。注意,“TOP”朝向活塞顶部,三环开口错开120°,环开口位置与活塞销中心错开45°。
将活塞连杆组装入气缸

